PLA 3D 프린터 필라멘트 (빨간색)
제품 특징

- 막힘 없고 거품도 나지 않음:이 PLA 리필은 원활하고 안정적인 인쇄 경험을 보장하도록 설계 및 제조되었습니다. 포장 전 24시간 동안 완전히 건조시킨 후, PE 백에 제습제와 함께 진공 밀봉했습니다.
- 엉킴 방지 및 수분 방지:토웰 레드 PLA 필라멘트 1.75mm는 꼬임 방지를 위해 꼼꼼하게 감겨 있습니다. 건조 후 제습제가 들어 있는 PE 백에 진공 포장되어 있습니다. 사용 후에는 필라멘트를 고정된 구멍으로 통과시켜 꼬임을 방지하십시오.
- 비용 효율적이고 폭넓은 호환성:11년 이상의 3D 필라멘트 연구 개발 경험과 매달 수천 톤의 필라멘트 생산량을 보유한 토웰(TORWELL)은 모든 종류의 필라멘트를 대량으로 고품질로 생산할 수 있습니다. 이를 통해 MK3, Ender 3, Monoprice FlashForge 등 가장 일반적인 3D 프린터에 경제적이고 안정적인 3D 필라멘트를 제공할 수 있습니다.
| B랜드 | T오웰 |
| 재료 | 표준 PLA (네이처웍스 4032D / 토탈-코비온 LX575) |
| 지름 | 1.75mm/2.85mm/3.0mm |
| 순중량 | 1kg/스풀; 250g/스풀; 500g/스풀; 3kg/스풀; 5kg/스풀; 10kg/스풀 |
| 총중량 | 1.2kg/스풀 |
| 용인 | ± 0.02mm |
| 저장 환경 | 건조하고 통풍이 잘 되는 |
| D건조 설정 | 55˚C에서 6시간 |
| 지원 자료 | 지원하려면 다음을 사용하세요.T오웰 HIPS, 토웰 PVA |
| 인증 승인 | CE, MSDS, REACH, FDA, TUV 및 SGS |
| 호환 가능 | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker 및 기타 모든 FDM 3D 프린터 |
| 패키지 | 1kg/스풀; 8스풀/상자 또는 10스풀/상자 건조제가 들어 있는 밀봉된 비닐봉투 |
캐릭터
* 막힘 없음 & 거품 없음
* 엉킴이 적고 사용하기 쉽습니다
치수 정확도 및 일관성
* 뒤틀림 없음
* 환경친화적
* 널리 사용됨
더 많은 색상
색상 선택 가능:
| 기본 색상 | 흰색, 검은색, 빨간색, 파란색, 노란색, 녹색, 자연 |
| 다른 색상 | 실버, 그레이, 스킨, 골드, 핑크, 퍼플, 오렌지, 옐로우 골드, 우드, 크리스마스 그린, 갤럭시 블루, 스카이 블루, 투명 |
| 형광 시리즈 | 형광 빨강, 형광 노랑, 형광 초록, 형광 파랑 |
| 루미너스 시리즈 | 빛나는 녹색, 빛나는 파란색 |
| 색상 변화 시리즈 | 청록색에서 황록색으로, 파란색에서 흰색으로, 보라색에서 분홍색으로, 회색에서 흰색으로 |
| 고객 PMS 색상 수락 | |

모델쇼

패키지
1kg 롤PLA 3D 프린터 필라멘트진공 포장 시 제습제 포함
각 스풀은 개별 상자에 포장됩니다 (토웰 상자, 일반 상자 또는 맞춤형 상자 선택 가능).
박스당 8개입 (박스 크기 44x44x19cm)

공장 시설

3D 프린팅 팁
1. 침대 수평을 맞추세요
출력하기 전에 종이를 사용하여 베드의 여러 지점에서 노즐과 베드 사이의 거리를 측정할 수 있습니다. 또는 베드 레벨링 센서를 설치하여 이 과정을 자동화할 수도 있습니다.
2. 이상적인 온도 설정
재질마다 최적 출력 온도가 다릅니다. 또한 주변 환경도 최적 출력 온도에 약간의 영향을 미칩니다. 출력 온도가 너무 높으면 필라멘트가 실처럼 늘어지고, 너무 낮으면 베드에 제대로 붙지 않거나 꼬임 현상이 발생할 수 있습니다. 필라멘트 설명서를 참고하여 온도를 조절하거나, 필요한 경우 당사 기술 지원팀에 문의하십시오.
3. 인쇄 전에 세척용 필라멘트로 청소하거나 노즐을 교체하는 것은 막힘 현상을 줄이는 효과적인 방법입니다.
4. 필라멘트를 올바르게 보관하십시오.
진공 포장이나 제습함을 사용하여 습기가 차지 않도록 보관하세요.
필라멘트가 출력판에 잘 붙지 않는 이유는 무엇인가요?
- 온도.출력 전에 온도(베드 및 노즐) 설정을 확인하고 적절하게 설정해 주세요.
- 수준 측량.침대가 수평인지 확인해 주시고, 노즐이 침대에서 너무 멀거나 너무 가깝지 않은지 확인해 주세요.
- 속도.첫 번째 레이어의 인쇄 속도가 너무 빠른지 확인해 주세요.
더 자세한 사항은 저희에게 문의해 주세요. info@torwell3d.com.
| 밀도 | 1.24 g/cm3 |
| 용융유동지수(g/10분) | 3.5(190℃/2.16kg) |
| 열 변형 온도 | 53℃0.45MPa |
| 인장 강도 | 72 MPa |
| 파단 시 신장률 | 11.8% |
| 굽힘 강도 | 90 MPa |
| 굽힘 탄성 계수 | 1915 MPa |
| IZOD 충격 강도 | 5.4kJ/㎡ |
| 내구성 | 4/10 |
| 인쇄 가능성 | 9/10 |
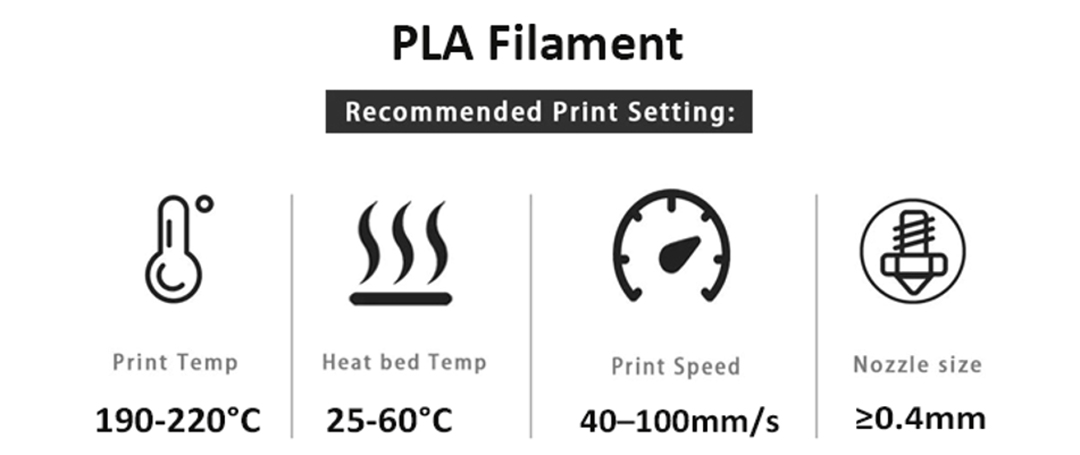
| 압출기 온도(℃) | 190~220℃ |
| 침대 온도(℃) | 25~60°C |
| 노즐 크기 | ≥0.4mm |
| 팬 속도 | 100%에 |
| 인쇄 속도 | 40~100mm/s |
| 온열 침대 | 선택 과목 |
| 권장 빌드 표면 | 유리 접착제, 마스킹 페이퍼, 블루 테이프, 빌택, PEI |