



PLA 필라멘트 회색 1kg 스풀

| 상표 | 토웰 |
| 재료 | 표준 PLA (네이처웍스 4032D / 토탈-코비온 LX575) |
| 지름 | 1.75mm/2.85mm/3.0mm |
| 순중량 | 1kg/스풀; 250g/스풀; 500g/스풀; 3kg/스풀; 5kg/스풀; 10kg/스풀 |
| 총중량 | 1.2kg/스풀 |
| 용인 | ± 0.02mm |
| 저장 환경 | 건조하고 통풍이 잘 되는 |
| 건조 설정 | 55˚C에서 6시간 |
| 지원 자료 | Torwell HIPS, Torwell PVA를 통해 지원하세요. |
| 인증 승인 | CE, MSDS, REACH, FDA, TUV 및 SGS |
| 호환 가능 | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker 및 기타 모든 FDM 3D 프린터 |
| 패키지 | 1kg/스풀; 8스풀/상자 또는 10스풀/상자 건조제가 들어 있는 밀봉된 비닐봉투 |
선택 가능한 색상:
색상 선택 가능
일반 시리즈:흰색, 검은색, 빨간색, 파란색, 노란색, 녹색, 자연색, 은색, 회색, 살색, 금색, 분홍색, 보라색, 주황색, 금색, 나무색, 크리스마스 그린, 갤럭시 블루, 하늘색, 투명
형광 시리즈:형광 빨강, 형광 노랑, 형광 초록, 형광 파랑
루미너스 시리즈:빛나는 녹색, 빛나는 파란색
색상 변화 시리즈:청록색에서 황록색으로, 파란색에서 흰색으로, 보라색에서 분홍색으로, 회색에서 흰색으로
원하시는 색상으로 맞춤 제작이 가능합니다. RAL 또는 팬톤 코드를 알려주시면 됩니다.

인쇄 모델 쇼

패키지 상세 정보
진공 포장된 제습제 함유 PLA 필라멘트 1kg 롤.
각 스풀은 개별 상자에 포장됩니다 (토웰 상자, 일반 상자 또는 맞춤형 상자 선택 가능).
한 상자에 8개의 박스가 들어있습니다 (상자 크기 44x44x19cm).

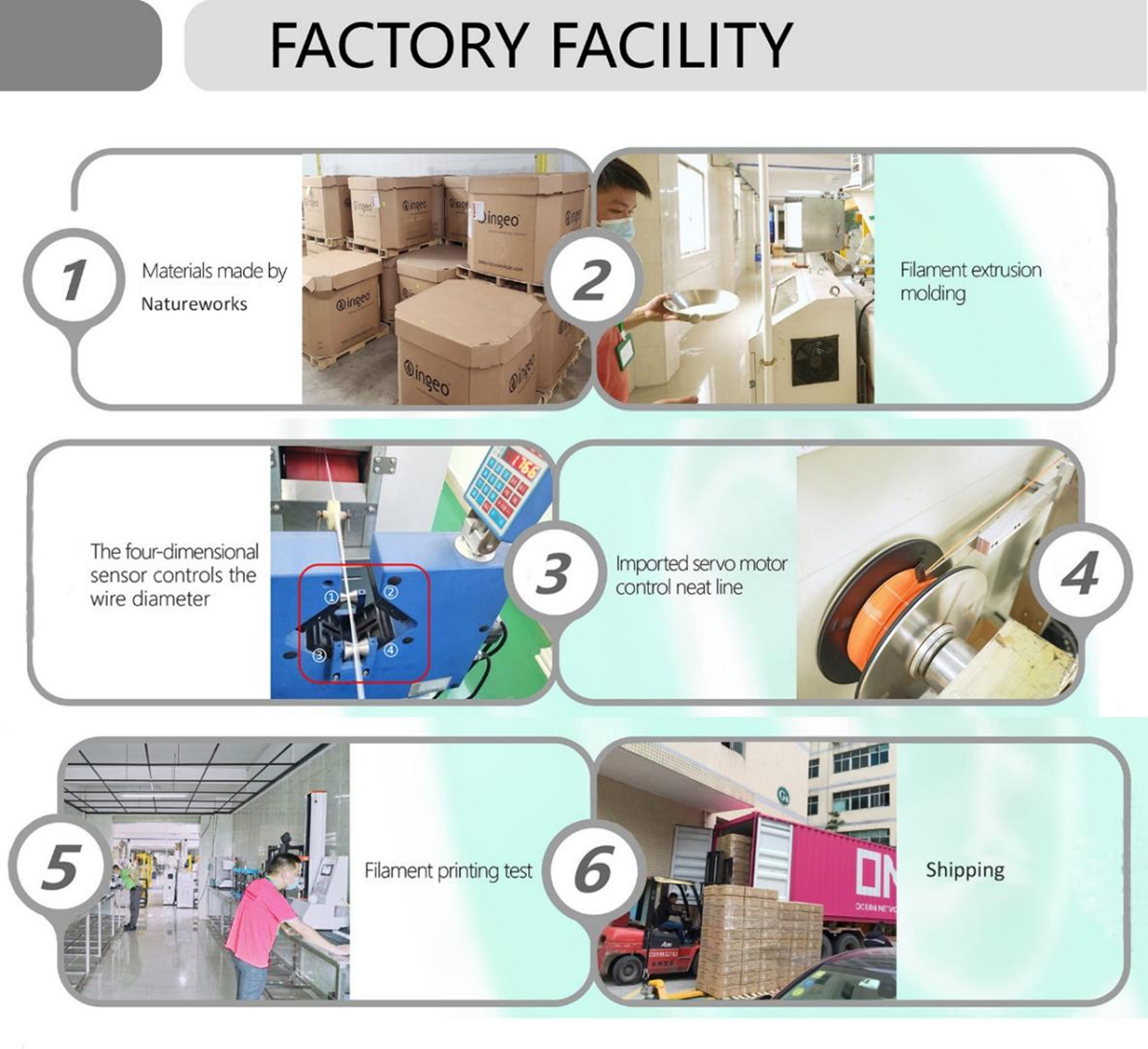
토웰은 10년 이상의 3D 필라멘트 연구 개발 경험을 바탕으로 PLA, PLA+, PETG, ABS, TPU, 목재 PLA, 실크 PLA, 대리석 PLA, ASA, 탄소 섬유, 나일론, PVA, 금속, 세척용 필라멘트 등 다양한 종류의 고품질 3D 필라멘트를 대량 생산하여 일반적인 1.75mm FDM 3D 프린터에 비용 효율적이고 안정적인 제품을 제공합니다.
PLA 필라멘트 프린팅 팁
PLA 필라멘트를 이용한 3D 프린팅에 도움이 되도록, PLA 필라멘트로 프린팅할 때 유용한 5가지 팁을 알려드립니다.
1. 온도
PLA 필라멘트로 출력할 때는 195°C에서 시작하는 것이 가장 좋은 결과를 얻을 수 있는 시작 온도입니다. 이후 5°C씩 온도를 조절하여 출력 품질과 강도를 최적화할 수 있습니다. 빌드 플레이트와의 접착력을 높이려면 프린트 베드를 60°C로 예열하는 것이 좋습니다.
2. 온도가 너무 높음
온도가 너무 높으면 필라멘트가 늘어지는 현상이 발생할 수 있습니다. 압출기가 출력 중 여러 영역을 이동할 때 PLA 소재가 새어 나올 수 있습니다. 이러한 현상이 발생하면 온도를 낮춰야 합니다. 압출기에서 소재가 더 이상 새어 나오지 않을 때까지 5도씩 단계적으로 온도를 낮추십시오.
3. 온도가 너무 낮음
출력 온도가 너무 낮으면 필라멘트가 이전 층에 제대로 접착되지 않아 표면이 거칠어지고, 출력물의 강도가 약해져 쉽게 파손될 수 있습니다. 이러한 문제가 발생하면 출력물의 표면이 매끄럽게 출력되고 각 층의 선이 제대로 나올 때까지 프린트 헤드 온도를 5도씩 높여가며 출력하십시오. 이렇게 하면 출력물이 더 견고해집니다.
4. PLA 필라멘트를 건조하게 유지하십시오.
PLA 소재는 서늘하고 어두운 곳에 보관해야 하며, 밀봉된 봉투에 넣어 보관하는 것이 좋습니다. 이렇게 하면 PLA 플라스틱의 품질을 유지할 수 있으며, 인쇄 결과물이 기대대로 나올 수 있도록 도와줍니다.
| 밀도 | 1.24 g/cm3 |
| 용융유동지수(g/10분) | 3.5(190℃/2.16kg) |
| 열 변형 온도 | 53℃0.45MPa |
| 인장 강도 | 72 MPa |
| 파단 시 신장률 | 11.8% |
| 굽힘 강도 | 90 MPa |
| 굽힘 탄성 계수 | 1915 MPa |
| IZOD 충격 강도 | 5.4kJ/㎡ |
| 내구성 | 4/10 |
| 인쇄 가능성 | 9/10 |
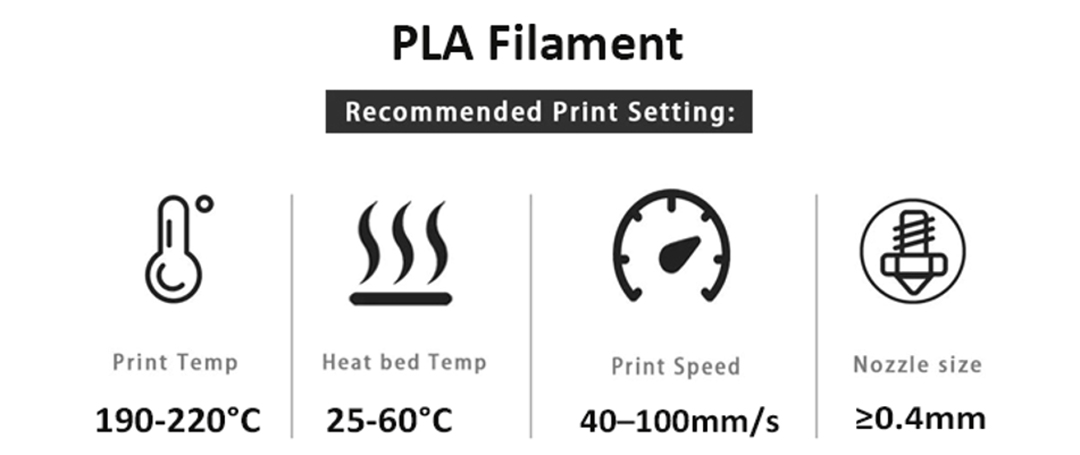
| 압출기 온도(℃) | 190~220℃ |
| 침대 온도(℃) | 25~60°C |
| 노즐 크기 | ≥0.4mm |
| 팬 속도 | 100%에 |
| 인쇄 속도 | 40~100mm/s |
| 온열 침대 | 선택 과목 |
| 권장 빌드 표면 | 유리 접착제, 마스킹 페이퍼, 블루 테이프, 빌택, PEI |








